Современный уровень технологии производства труб большого диаметра достаточно высокопроизводительный и стабильный. Однако в связи с тем, что появляется необходимость в новых трубопроводах, работающих во все более экстремальных условиях, требования к механическим свойствам труб постоянно повышаются, при этом обеспечить их применением стандартной технологией многодуговой сварки под слоем флюса все более и более затруднительно.
Наиболее перспективным является разработка и техническая адаптация к производству труб большого диаметра инновационной и наиболее перспективной альтернативной технологии в области сварки – лазерно-гибридной.
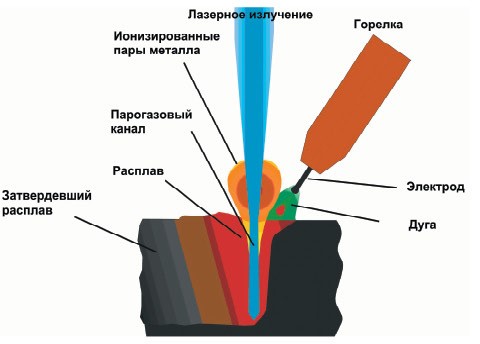
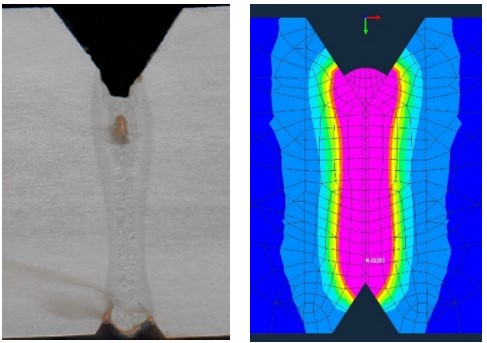
Сущность технологии (рис. 1)заключается в использовании синергетического эффекта от совмещения в одной сварочной ванне двух различных по физическим принципам источников плавления – лазерного луча и электрической дуги. При совмещении двух этих процессов в полном объеме сохраняются преимущества каждого процесса, при этом значительная часть недостатков устраняется. Удается получить узкий сварной шов с большой глубиной проплавления, небольшими размерами зоны термического влияния, при этом сохраняется возможность легирования металла шва за счет применения присадочной проволоки электродугового процесса. В результате механические свойства получаемого сварного соединения обеспечивают уровень свойств, требуемый существующими нормативными документами и стандартами, при этом они значительно выше свойств сварных соединений, получаемых по стандартной технологии многодуговой сварки под слоем флюса.